Services

Let us show you how great your products can look with customised branding.
BRANDING ONTO CLOTHING/APPAREL

Embroidery:
All embroidery is performed in-house, no middle-man ensures you are dealing with the one company that actually handles your items from beginning to end.
This ensures we have the best prices, great service, pride in our work and fast turnaround times along with the option to prioritise any urgent orders.
We have a no minimum order policy, that means if you only need a small quantity of items embroidered, we can do it!
See here for more info.

Screen Printing:
Screen printing is a printing technique that uses a woven mesh to support an ink-blocking stencil to receive a desired image.
One colour is printed at a time, up to a maximum of 6 colours. Several screens can be used to produce a multi-coloured image or design. This is most commonly used on large quantities where there is only a couple of colours involved or on the larger designs.
The minimum order quantity is 10 pieces per design.
See here for more info.

DTG Printing:
Direct to garment printing is a printing method that applies the ink directly onto the garment, kind of like your printer at home, except it's printing onto a garment, not onto paper.
Best for quantities 1-20 and full colour designs onto Cotton Tees, Tanks, Hoodies or Crews.
It's easy to do one-offs with DTG as there’s almost no setup time. You can print detailed designs and photorealistic images with almost no color limitations.
DTG prints tend to last the life of the garment - and age along with it.
DTG direct to garment printing is only suitable for COTTON garments.
See here for more info.
DTF Printing:
We can now offer DTF printing on any of our non-cotton garments

- simply email for a DTF quote to sales@evokeuniforms.com.au
with your choice of garments and artwork.
DTF (direct to film) printing is done using the same technology as DTG, printed on our same printer, it is simply printed onto heat transfer film, we add a special powder adhesive, and then heat pressed to the garment.
This printing method can be applied to a wide variety of materials, is durable and the designs come out very detailed and vibrant.
Vinyl/Digital Transfers:
Digital Transfer Printing is a way to produce professional and personalised garments quickly and easily and at a far cheaper cost than screenprinting. This is perfect for repeat orders where you would like to replicate the same as previously ordered. Otherwise, we would now most likely recommend DTG, DTF for under 10 garments, or DTG, DTF, Supacolour for 10-20 garments).
They are another subsitute to screen printing for low volume orders.
See here for more info.
Vinyl/Digital Transfers Vs. Screenprinting
Supacolor Transfers: Supacolor combines the quality of traditional silkscreen techniques with the flexibility and convenience of digital printing to produce premium-quality full colour printing.
Supacolor combines the quality of traditional silkscreen techniques with the flexibility and convenience of digital printing to produce premium-quality full colour printing.
Supacolor transfers have been tested and they easily last over 50 washes. These transfers are made to last!
This process prints millions of colours and gradients, allowing reproduction of almost any artwork, no matter how complex. Fine detail is rendered as small as 1mm tall without requiring coloured borders (as you may see in Digital Transfers - above method).
See here for more info.
Dye Sublimation:
This is a full colour printing process used to apply photographic quality images to fabric. This is usually printed on the fabric panels prior to manufacture.
It is very common on sporting uniforms that involve team and sponsors logo's or unique colours/designs to cover the majority of the garment.
You just pay for the whole garment to be printed not a price per logo like you would when adding logo's to already manufactured garments. See here for more info on custom garments made using dye sublimation (MOQ 20). Dye Sublimation is not available for purchase through our online shop, contact us for a quote.
We've created this chart below to help you decide which print method might be right for you...
|

BRANDING ONTO PROMOTIONAL PRODUCTS
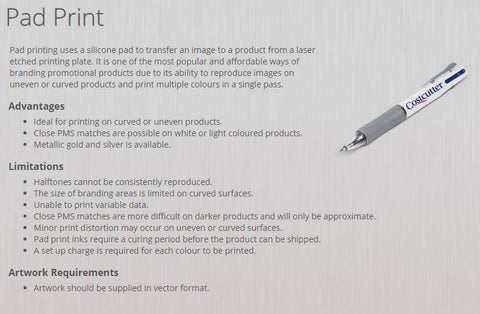
Pad Print:Pad Printing is used on the majority of promotional products. This type of printing can be done on items that may not have a flat surface. This makes it perfect for anything with a curved or small surface like pens, keyrings, desk accessories, stress balls, glasses, mugs, pretty much any promotional item.
See below images for more information.
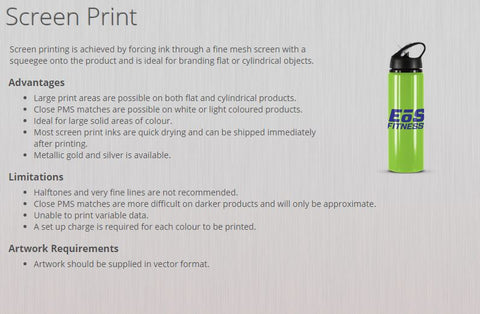
Screen Print:
Screen printing is ideal for large solid areas of colour. Large print areas are possible on both flat and cylindrical surfaces.
See below images for more information.
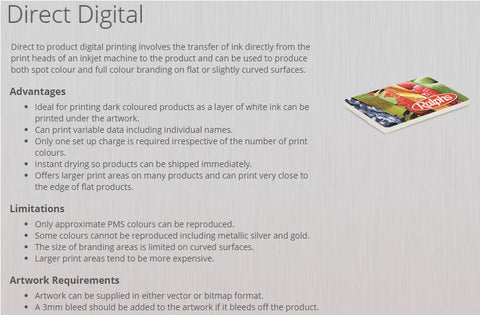
Direct Digital Print:
Direct to product digital printing involves the transfer of ink directly from the print heads of an inkjet machine to the product and can be used to produce both spot colour and full colour branding on flat or slightly curved surfaces.
Ideal for printing dark coloured products as a layer of white ink can be printed under the artwork.
Can print variable data including individual names.
See below images for more information.
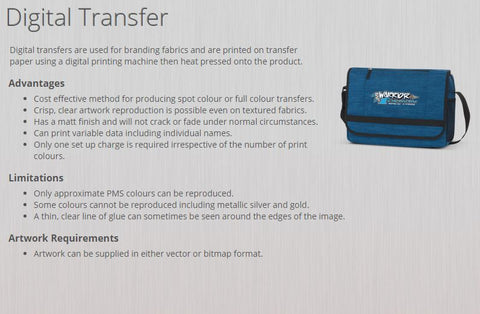
Digital Transfer:
Digital Transfers are used for branding fabrics and are printed on transfer paper using a digital printing machine, then heat pressed onto the product.
See below images for more information.
Laser Engraving:
Laser engraving produces a permanent natural finish using a laser to mark the product. Different materials produce different effects when engraved so to avoid uncertainty pre-production samples are recommended.
The branding becomes part of the surface and is permanent. Can mark curved or uneven products.
See below images for more information.
Imitation Etch:
Imitation etch is a special pad printing ink used for producing an etch like effect on glass products, at a much lower cost than real etching.
See below images for more information.
Which branding option is suitable for my product?
You will see the available branding options listed in each product description.
 |
 |
 |
 |
 |
 |